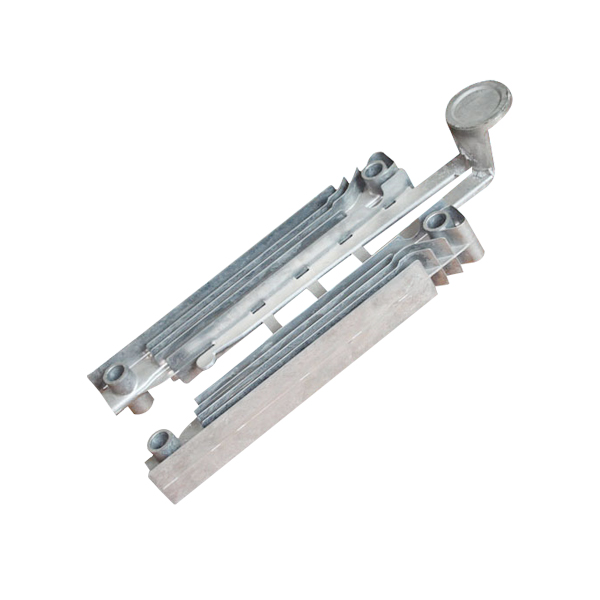
Сите видови ODM Алуминиумски делови за лиење A380 ADC12
прилагодлив држач за iPad, држачи за држачи за таблет.
Ве молиме погледнете ги нашите други производи, тие се сите прилагодени делови што ги правиме матриците и правиме производи за клиентите. Сите делови за кастинг може да бидат направени од нас со OEM по потребите на клиентите.
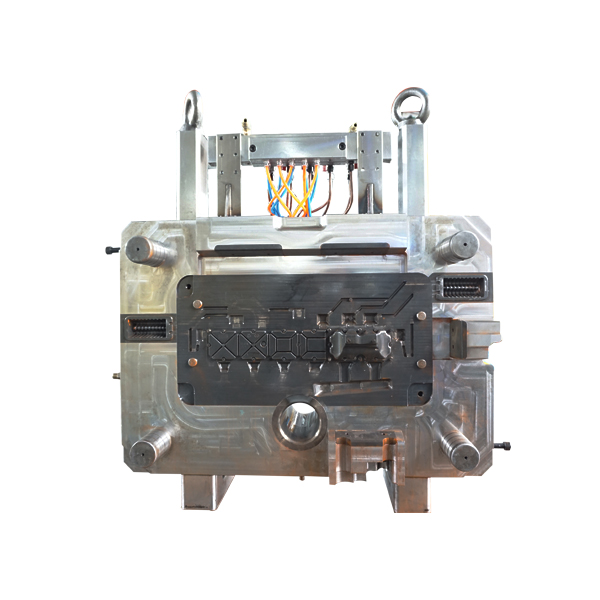
FANGCHEN има професионален и висок тим за инженерство на мувла, кој обезбедува оптимално решение за мувла на клиентите врз основа на нивните барања со цел да се гарантира квалитетот на производите и животниот век на мувла. Матриците ги правиме со системот MEGAMA Flow. И откако ќе добиеме резултат од симулацијата без никаков проблем, одиме на дизајн на матрица.
Ние правиме леење со употреба на нашата машина 200T-1250T. Можеме масовно да ги произведуваме деловите со дебелина на тенок ѕид од 1,0 mm. Имаме акумулирано богато искуство за внатрешната порозност и контрола на затегнатоста на воздухот во деловите за леење со дебели ѕидови.
Ние користиме заеднички материјали се ADC12, A380 и A360. Други материјали, исто така, може да се прилагодат врз основа на барањата на клиентот. Имаме стабилен снабдувач на материјали во Шангај и провинцијата Џиангсу. Секој пат кога материјалот ќе влезе во нашата фабрика, ќе вршиме проверка на материјалните елементи и ќе оставиме евиденција за идната трага.
Нашиот чекор да ги направиме деловите за клиентите како што следува:
1-Добијте потврда за приспособениот цртеж
2-Започнете го дизајнот на матрицата
3-Направете ја матрицата во меѓувреме анализирајте ја површинската обработка
4-After Die ready направи патека
5-Земете ги примероците и направете CMM проверка со следење на приспособениот цртеж
6-Откако CMM извештајот дал „зелено светло“, испратете примероци до крајот на клиентот за проверка
7-Откако клиентот ќе ги потврди последните делови, ќе го направиме производството на патека како 100-1000 за прва нарачка
8-Откако клиентот ќе го потврди производството на патеката, ќе ја следиме нарачката на клиентите за идните производи
Работниците во Фангчен строго ги следат чекорите, секој чекор може да биде трага доколку се најде некој проблем на производите, можеме да го откриеме проблемот и да го решиме проблемот за кратко време. И ви ветувам дека ќе ви ги дадеме најдобрите решенија за кастинзи што сакате да ги направите на сите видови полиња.
Кои се компонентите на лиење?
Постојат шест чекори за овој процес:
Ставете го шаблонот во песокот за да го создадете калапот.
Дизајнот и песокот се вградени во системот за истурање.
Отстранете ја шемата.
Пополнете ја шуплината со стопен метал.
Оставете го металот да се излади.
Скршете го калапот за песок и извадете го кастингот.


Еден типичен метод за лиење алуминиум е да се истури стопениот алуминиум во челичен калап кој е прецизно обработен за да се осигура дека лиеното парче ќе има исклучително мазна и рафинирана површина. Овој конкретен процес е еден од неколкуте методи што се користат за производство на алуминиумски одлеаноци, од кои секоја се користи за создавање на специфични видови делови.
Варијација во процесите на лиење е типот на мувла, кој може да биде трајно изработен од челик или привремено направен од неметален материјал. Секој од видовите одлеаноци има свои предности и од нив зависи нивната сигурност и квалитетот на производот.
Со цел да се разговара за процесот на лиење на алуминиум, неопходно е да се испита секој од различните различни методи и како тие се користат бидејќи не постои само еден процес. Иако постојат производители кои се специјализирани за еден или неколку методи, многу производители им нудат на клиентите избор за тоа кој процес би го претпочитале.
Процесот на лиење на алуминиум
Постојано лиење мувла
Голем дел од трошоците за трајното лиење на алуминиумски мувла е обработката и обликувањето на калапот, кој вообичаено е направен од сиво железо или челик. Калапот е обликуван во геометриски облик на проектираниот дел со спецификации и форма на делот поделен на две половини. Во процесот на инјектирање, половините од калапот се цврсто затворени така што нема присуство на воздух или загадувачи. Калапот се загрева пред истурање на стопениот алуминиум, кој може да се стави или да се инјектира.
По завршувањето на процесот, мувлата се остава да се излади за да се зацврсти алуминиумскиот дел. Откако ќе се излади, делот брзо се отстранува од калапот за да се спречи формирање на дефекти.